المنتجات
روابط سريعة
اتصل بنا
Heron Intelligent Equipment Co., Ltd.
No.63 Xin Yi Road, Taiping Town, Conghua District ,Guangzhou
Christina Liu


| البند | الارتفاع | الطول | العرض |
| القياس | 2800 | 8900 | 9000 |
| البند | البارامترات |
| القدرة المقننة (KVA) | 440KVA-Five sets, 660KVA- One set |
| مصدر الطاقة الكهربائية (V/¢/HZ) | 380/ 3 /50 |
| التيار الأبتدائي (A) | 350;500 |
| دورة التشغيل المقننة (%) | 20 |
| جهد عدم التحميل الثانوي (V) | 10.4 |
| شوط الأسطوانة (مم) | 150 |
| سرعة اللحام (ثانية لكل قطعة) | 7 |
| أقصى ضغط للتشغيل (kgf) | 1500,2500 |
| ضغط الهواء المضغوط (MPa) | 0.6~0.7 |
| استهلاك الهواء المضغوط (ضغط الهواء 0.5 ميجا باسكال، الشوط: 100 مم) (لتر لكل واحدة) | 160 |
| استهلاك ماء التبريد (L/MIN) | 130 |
| مواصفات الكابل الأولي (MM2) | 50MM2 -5 sets; 70MM2-1 Set |
| أقصى تيار لدائرة القصر( KA ) | 60;85 |
الخصائص
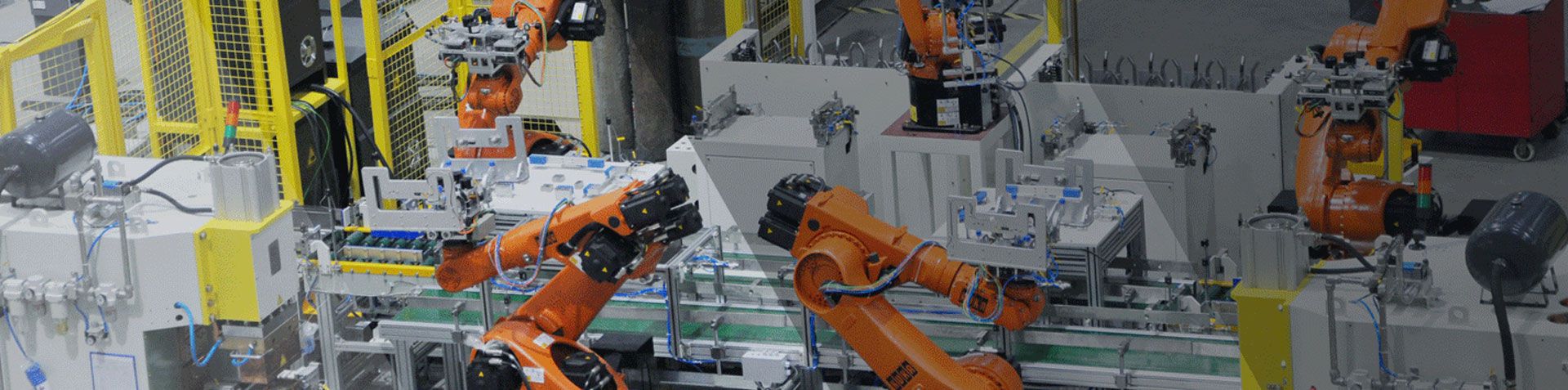
1. تم تجهيز نظام أتمتة لحام ضاغط هواء الثلاجة بنظام تغذية آلي لأنابيب النحاس ومحطة توصيل تغذية آلية.
2. مجهزة بمجموعتين من أنظمة النقل الروبوتية KUKA.
3. تم تصميم آلة اللحام خصيصاً لعمليات اللحام الآلية لجسم الصندوق.
نبذة مختصرة
نظراً لتكاليف العمالة المرتفعة في صناعة إنتاج الضاغطات، قمنا بدمج أنظمة التغذية واللحام والنقل الأوتوماتيكية في عملية اللحام لإنتاج ضاغط هواء الثلاجة. ويمكن دمجها في خطوط التصنيع الآلية بالكامل.


| البند | الارتفاع | الطول | العرض |
| القياس | 2500 | 3350 | 7000 |
| البند | البارامترات |
| القدرة المقننة (KVA) | 660+165 |
| مصدر الطاقة الكهربائية (V/¢/HZ) | 380/ 3 /50 |
| التيار الأبتدائي (A) | 500 |
| دورة التشغيل المقننة (%) | 20 |
| جهد عدم التحميل الثانوي (V) | 10.4 |
| عمق الحلق (مم) | 340 |
| فجوة الذراع (مم) | 122 |
| شوط الأسطوانة (مم) | 150 |
| سرعة اللحام (ثانية لكل قطعة) | 12 |
| أقصى ضغط للتشغيل (kgf) | 2454 (أنبوب شفط الهواء)؛ 1000 (الدعامة) |
| ضغط الهواء المضغوط (MPa) | 0.6~0.7 |
| استهلاك الهواء المضغوط (ضغط الهواء 0.5 ميجا باسكال، الشوط: 60 مم) (لتر لكل نقطة لحام) | 28 |
| استهلاك ماء التبريد (L/MIN) | 24 |
| مواصفات الكابل الأولي (MM2) | 3*70+2*16 |
| أقصى تيار لدائرة القصر (KA) | 85 (أنبوب شفط الهواء)؛ 30 (الدعامة) |
الخصائص
1. تم تجهيز نظام اللحام بنظام لحام آلي لأنبوب شفط الهواء.
2. يأتي مزود بنظام لحام أوتوماتيكي لحامل التثبيت.
3. نظام نقل آلي لتحقيق الكفاءة المثلى.
نبذة مختصرة
نظراً لتكاليف العمالة المرتفعة في عملية إنتاج منتجات الضاغط، قامت شركة Heron بدمج أنظمة التغذية واللحام والنقل الآلي في عملية لحام إنتاج ضاغط هواء التبريد. ويمكن دمجها في خطوط التصنيع الآلية بالكامل.


| البند | الارتفاع | الطول | العرض |
| القياس | 3000 | 1800 | 1940 |
| البند | البارامترات |
| القدرة المقننة (KVA) | 660 |
| مصدر الطاقة الكهربائية (V/¢/HZ) | 380/ 3 /50 |
| التيار الأبتدائي (A) | 500 |
| دورة التشغيل المقننة (%) | 20 |
| جهد عدم التحميل الثانوي (V) | 10.4 |
| عمق الحلق (مم) | 310 |
| فجوة الذراع (مم) | 105 |
| شوط الأسطوانة (مم) | 150 |
| سرعة اللحام (ثانية لكل قطعة) | 7 |
| أقصى ضغط للتشغيل (kgf) | 2500 |
| ضغط الهواء المضغوط (MPa) | 0.6~0.7 |
| استهلاك الهواء المضغوط (ضغط الهواء 0.5 ميجا باسكال، الشوط: 60 مم) (لتر لكل نقطة لحام) | 14.43 |
| استهلاك ماء التبريد (L/MIN) | 24 |
| مواصفات الكابل الأولي (MM2) | 3*70+2*16 |
| أقصى تيار لدائرة القصر (KA) | 85 |
الخصائص
1. تم تجهيز آلات لحام أنابيب ضاغط الهواء التبريد بوحدات لحام الاسقاط متوسطة التردد 660 كيلو فولت أمبير.
2. تم تجهيز معدات اللحام بأنظمة التغذية الآلية لأنابيب شفط الهواء.
3. تم تجهيز نظام اللحام بعملية تغذية يدوية للأسطوانة.
نبذة مختصرة
بالنسبة لآلة لحام الأنابيب الخاصة بنا، قمنا بدمج أنظمة التغذية واللحام والنقل الأوتوماتيكية في عملية لحام إنتاج ضاغط هواء التبريد. ويمكن دمجها في خطوط التصنيع الآلية بالكامل.


| البند | الارتفاع | الطول | العرض |
| القياس | 2750 | 3950 | 3150 |
| البند | البارامترات |
| القدرة المقننة (uf) | 120000 |
| مصدر الطاقة الكهربائية (KVA/V/¢/HZ) | 135/380/3/50 |
| التيار الأبتدائي (A) | 210 |
| دورة التشغيل المقننة (%) | 50 |
| جهد عدم التحميل الثانوي (V) | 27-30 |
| فئة تنظيم الجهد الثانوي | 2 |
| شوط الأسطوانة (مم) | 150 |
| أقصى ضغط للتشغيل (kgf) | 10000 |
| ضغط الهواء المضغوط (MPa) | 0.6~0.7 |
| استهلاك الهواء المضغوط (ضغط الهواء 0.5 ميجا باسكال، الشوط: 60 مم) (لتر لكل نقطة لحام) | 14.43 |
| استهلاك ماء التبريد (L/MIN) | 10 |
| مواصفات الكابل الأولي (MM2) | 50 |
الخصائص
1. تم تجهيز ماكينة لحام الغطاء العلوي والسفلي لتجميع السوائل بوحدة لحام تفريغ بالمكثف متوسط الجهد 120 كيلو جول.
2. تم تجهيز نظام اللحام بنظام ضغط أسطوانة القوة الغازية السائلة.
3. آلية الجسم على شكل بوابة.
نبذة مختصرة
في العادة يتم تصنيع ضواغط الهواء الخاصة بالثلاجات ذات التجميع للسائل من مكونات تخضع لعملية لحام في الفرن، وهو ما يتطلب مركز إنتاج كبير مع استهلاك كميات كبيرة من الطاقة. والآن، نستخدم تقنية المقاومة الكهربائية ويمكن الانتهاء من عملية اللحام في ثواني، مما يوفر الطاقة والوقت.